




不容错过的不锈钢复合管,【道路护栏】保障产品质量视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:不锈钢复合管,【道路护栏】保障产品质量的图文介绍
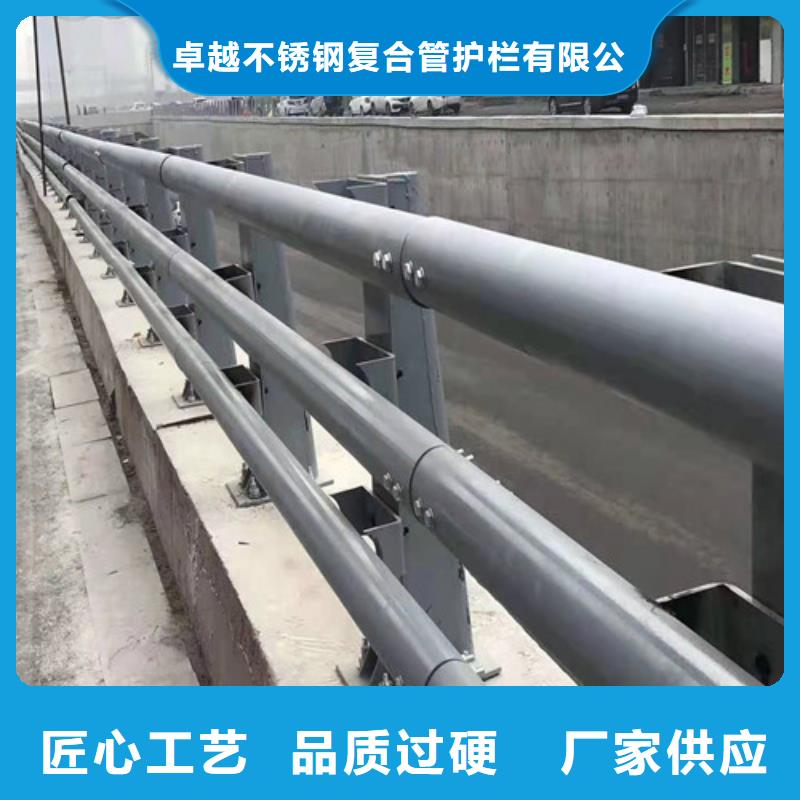
卓越不锈钢复合管护栏有限公司有着多年 丽水松阳【波形护栏】发展历史,是一家从事 丽水松阳【波形护栏】专业设计、制造、批量生产的综合性企业。与国内多家科研院所建立密切合作关系,不断研发被用户看好的 丽水松阳【波形护栏】产品,深受广大客户好评。我公司具有完善的现代化管理模式, 丽水松阳【波形护栏】产品结构合理,性能可靠,确保向客户提供高质量的产品和周到的售后服务。


不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,关于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较普遍的。不锈钢复合管固然是比较稳定,也是比较耐用,但是它在运用中还是呈现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和栏杆上是能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响运用和形象的一个比较重要的要素之一。不锈钢复合管是国民经济展开的一个比较重要的钢材的类型,关于不锈钢复合管必需求中止稳定展开,还要中止合理有序地展开,不时地中止促进不锈钢复合管厂的循环展开,关于厂家还是不时地中止供给侧结构性改造,使得产能过剩的状态是不时地中止缓解,抵达一个良好地状态。 总体说一季度不锈钢复合管产量还是比较理想的,展开还是相对来说比较稳定的!不锈钢复合管作为一个纯豪华和文雅的外观和普通具有碳钢管度的特性,其价钱低于纯不锈钢管,不锈钢复合管可以替代不锈钢装饰管高价钱产品选择。不锈钢复合管被普遍用于市政公共工程施工、钢结构、空间框架树立、石油化工、市政设备、桥梁护栏、公路交通工程施工项目,建筑装饰工程施工、体育设备工程施工交通格栅、铁路车辆、建筑装饰、路灯、中止、运输、钢结构架、家具制造、城市管网、石油自然气传输、摩托车保险杠、单调机、自行车车把等。不锈钢复合管废品规格从9.5毫米-219毫米,壁厚从0.5mm-18.0mm,表面亮度可以抵达320#—600#。业内人士说:“300立方米的高炉应用系数相当不错,每年消费上千万吨的窄带和建筑用钢,就算淘汰也应该运用市场手段。



卓越不锈钢复合管护栏有限公司是一家专业生产各种规格 丽水松阳【波形护栏】的厂家,目前国内 丽水松阳【波形护栏】生产比较齐全的厂家之一。 专业的服务为客户创造尽善尽美的 丽水松阳【波形护栏】,共创双赢的经营理念在客户心中享有崇高声誉。



按照各种杆件的长度准确中止下料,其构件下料长度允许倾向为1mm。而且内壁光滑、不结垢、阻力小、流水量大。内衬不锈钢复合管是在钢管内覆以薄壁不锈钢,这样降低了制构本钱,又确保了厚度以保证强度,使安装费用低于壁不锈钢管。和其它管件一样,不锈钢复合管也有自己的应用标准和规范。首先我们来认识下不锈钢复合管的一些情况。不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和出色美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。不锈钢复合管今年在去产能的基础上是做到了稳定,的特征,在去产能上央求厂家中止消费方式的和转变,引进先进的技术,在供给侧结构的指引下中止,坚决中止清算“僵尸企业”,使得市场比较调和,优化产业结构,保证消费的过程中的率的中止。 在今年的不锈钢复合管的去产能上要不时做到以下五点:不锈钢复合管范畴,主要有:一是坚决处置“僵尸企业”,加快实施整体退出、关停出清。二是严厉执行环保、质量、能耗、水耗、等法律法规和有关产业政策,加大对不锈钢复合管行业违法违规行为的执法和达标检查力度。三是严把不锈钢复合管产能置换和项目备案关,防止产能“边减边增”。不锈钢复合管取不锈钢与碳素钢的优点,互补短处。其材质坚韧、强度高、刚性好、可弯曲、可焊接、耐腐蚀、日晒雨淋不生锈、不脱层、经久耐用、豪华美观,不锈钢复合管具有良好的加工性能和出色美丽的外表。不锈钢复合管执行标准GB/T18704-2002,结构用不锈钢复合管执行标准GB/T18704-2008普遍应用,不锈钢复合管护栏普遍应用于:桥梁/河道护栏栏杆、市政树立栏杆、景观护栏、城市道路护栏、人行扶手、河道景观护栏、城市过街天桥护栏等众多范畴。


不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。


